 |
|
Une estampe
est une image imprimée, théoriquement multipliable
à l'identique, à partir d'un élément
d'impression quelconque, qu'il s'agisse d'une gravure, d'une
lithographie ou d'une sérigraphie, obtenu manuellement
ou avec le concours d'un procédé photomécanique
et qui, encré, transfère lors de son passage sous
une presse (ou son équivalent) sa charge d'encre sur
une feuille de papier ou tout autre support offrant la même
souplesse. Cette technique apparaît à la fin du XIVe siècle
en Occident (gravure en bois). On admet généralement
que, pour être originale, elle doit être conçue
et réalisée entièrement, de préférence
à la main, par l’artiste.
Au XVIIe siècle, les
procédés de gravure
dans le but de réaliser une estampe se répartissent
en deux groupes : les procédés
en relief et les procédés
en creux.
Dans les procédés en
relief, le motif destiné à être
imprimé n'est pas creusé. C'est autour de lui
que l'on creuse. On dit qu'il est épargné, d'où
l'appellation de taille d'épargne
parfois utilisée pour décrire cette technique,
mais qui s'applique le plus souvent à la gravure en
bois de fil, de même que le mot savant de xylogravure.
La gravure en bois de fil,
c'est-à-dire exécutée dans une planche
de bois coupée dans le même sens que les fibres
de l'arbre, est la technique la plus ancienne. En Occident,
elle se développe à partir de la fin du XIVe siècle,
et règne sans partage jusqu'à la deuxième
moitié du XVe siècle
et à l'apparition de la gravure en taille-douce. La
gravure en bois présente le double avantage de pouvoir
être imprimée avec une presse
typographique, donc en même temps, ou du moins
dans le même atelier, que le livre, et de permettre
des tirages à des dizaines de milliers d'exemplaires.
C'est ce qui lui permettra de survivre dans les centres provinciaux
produisant de l'imagerie populaire lorsqu'elle aura été
supplantée par la taille-douce dans les capitales (à
Paris dans les années 1630).
|
| |
|
Dans les procédés
en creux, ou de taille-douce,
le motif destiné à être imprimé est
creusé dans l'élément d'impression, qui
est généralement en métal, le plus souvent
en cuivre. Les creux sont plus ou moins profonds, ce qui permet
une variété de tons impossible à obtenir
avec le bois, procédé dans lequel l'épaisseur
de l'encre est partout égale. Même s'il n'est pas
impossible d'imprimer une taille-douce manuellement, transférer
sur une feuille de papier l'encre retenue dans les creux ou
les tailles du métal exige une pression considérable,
qui ne peut normalement être obtenue qu'avec la presse
à taille-douce, dont l'invention remonte à
la deuxième moitié du XVe siècle.

|

|
|
En gros, les procédés
de taille-douce se répartissent en deux groupes : d'une
part les procédés d'attaque directe du métal
avec un outil, d'autre part les procédés d'attaque
indirecte, où le travail de morsure est exécuté
par un acide, ces différents procédés
pouvant d'ailleurs se combiner ou se succéder.
Parmi les procédés
d'attaque directe on compte d'abord la pointe
sèche, pointe d'acier avec laquelle l'artiste
griffe le métal, y provoquant des écorchures
que l'on appelle des barbes, dans lesquelles, au moment de
l'impression, l'encre est retenue. La pointe sèche,
magnifiquement illustrée au XVe siècle
par le Maître du Cabinet d'Amsterdam, puis par Dürer,
a cependant le défaut de perdre très rapidement
les finesses qui font sa beauté. Elle n'est pas rentable,
ne permettant que quelques épreuves de bonne qualité,
et, avant que l'invention de l'aciérage, en 1857, ne
lui redonne une nouvelle jeunesse, elle n'est employée
que comme adjuvant, Rembrandt étant le seul à
l'utiliser pleinement.
Ensuite vient le burin. Cette
petite barre d'acier de section carrée ou losangée,
biseautée à une extrémité, emmanchée
à l'autre dans une poire de buis, est l'outil par excellence
du graveur. Poussée vers l'avant, dans une plaque que
l'on peut faire pivoter, elle permet d'obtenir des pleins
et des déliés, des droites pures et des courbes
parfaitement galbées qui font toute la beauté
de cette technique, développée dans le milieu
des orfèvres au XVe siècle.
Le burin naturel de Schongauer et Dürer évolue
vers une manière rangée dont l'œuvre de
Robert Nanteuil est, au XVIIe siècle,
un des plus séduisants témoignages.
|
 |
|
  
|
| |
|
Les
procédés d'attaque indirecte sont tous
des procédés d'eau-forte.
La plaque de métal décapée est recouverte
d'un vernis protecteur. L'artiste y dessine à la pointe,
dénudant le métal partout où elle passe.
Posée sur un chevalet agrémenté d'une
gouttière, la plaque est arrosée d'acide (eau-forte),
lequel mordra les zones dénudées, plus ou moins
longtemps selon la profondeur de creux désirée.
Si le procédé de la gravure à l'acide
est connu depuis le Moyen Âge, c'est seulement au début
du XVIe siècle, avec
Urs Graf, Dürer et Lucas de Leyde, qu'on l'utilise pour
l'estampe. Mais le vernis alors employé, et dont se
servent encore les graveurs de l'école de Fontainebleau,
mou, épais et opaque, ne permet que difficilement les
remorsures et donc les effets propres à la taille-douce.
Il faut attendre Callot avec son vernis dur et transparent
pour obtenir de l'eau-forte finesse et variété
de tons. Le vernis de Callot, quelque peu assoupli par ses
successeurs, permit à l'eau-forte son véritable
développement. Ce fut grâce à cette technique,
qui n'exigeait pas un apprentissage aussi laborieux que le
burin, que la plupart des peintres eurent accès à
l'estampe.
|
| |
|
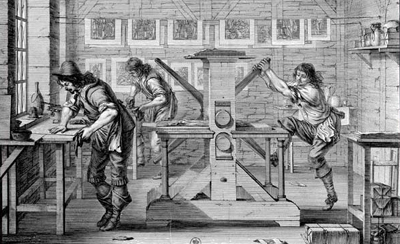
L'impression
en taille-douce nécessite l'emploi d'une presse
particulière, composée d'une table maintenue par
des piliers de bois, et agrémentée d'un plateau
mobile placé entre deux cylindres de bois, dont le mouvement
est donné par une croisée (ou volant) actionnée
par l'imprimeur. La plaque de cuivre doit être encrée
entièrement avec une encre grasse et souple mais non
liquide ; l'imprimeur la fait pénétrer dans les
tailles avec un tampon ou poupée, la plaque étant
posée sur un réchaud, la chaleur assouplissant
l'encre. Puis l'imprimeur essuie, d'abord avec des chiffons,
puis avec la paume de la main, toute l'encre qui est à
la surface de la plaque, ne laissant ainsi que celle qui est
dans les creux ou tailles. Ensuite il pose la plaque, gravure
vers le haut, sur le plateau mobile de la presse, la recouvre
d'une feuille de papier préalablement humidifié
pour le rendre plus souple et "amoureux" de l'encre,
dispose les langes de feutre par-dessus le tout, et actionne
la presse. Le plateau se déplace, et la plaque passe
sous le cylindre supérieur qui exerce une énorme
pression, forçant les langes à pousser le papier
qui va chercher l'encre au fond des tailles. Pour tirer une
nouvelle épreuve, il faut recommencer toute l'opération.
Le frottement au moment de l'essuyage, puis au moment du nettoyage
de la plaque une fois la journée de travail terminée,
use progressivement le cuivre. Aussi les tirages de qualité
d'une gravure en taille-douce ne dépassent-ils guère
deux mille exemplaires pour une eau-forte, et trois mille exemplaires
pour un burin. |
|
|
|
|
|